
Address:
No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu Province



• The universal milling cutter is suitable for heat treatment of all series of steel materials. It has a U-groove structure design and is suitable for both roughing and finishing.
• It is also suitable for the processing of non-steel and aluminum materials. It has a complete range of specifications and models and a wide range of uses.

| No. |
Diameter D |
R Angle R |
Flute Length Lc |
Overall Length L |
Shank Dia d |
Blade Count F |
| NNC-2B-D1 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNC-2B-D1 | 1 | 0.5 | 2 | 50 | 6 | 2 |
| NNC-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNC-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNC-2B-D2 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNC-2B-D2 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNC-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNC-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 3 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNC-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 4 | 2 |
| NNC-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 6 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 100 | 4 | 2 |
| NNC-2B-D5 | 5 | 2.5 | 10 | 50 | 5 | 2 |
| NNC-2B-D5 | 5 | 2.5 | 10 | 50 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 50 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 75 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 100 | 6 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 60 | 8 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 75 | 8 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 100 | 8 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 75 | 10 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 100 | 10 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 150 | 10 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 75 | 12 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 100 | 12 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 150 | 12 | 2 |
| NNC-2B-D16 | 16 | 8 | 32 | 100 | 16 | 2 |
| NNC-2B-D20 | 20 | 10 | 40 | 100 | 20 | 2 |
| Processed Materials | Cast Iron Nodular Cast Iron |
Carbon Steel, Alloy Steel ~750N/mm² |
Carbon Steel, Alloy Steel ~30HRC |
Pre-Hardened Steel, Quenched and Tempered Steel ~40HRC |
Stainless Steel | Pre-Hardened Steel, Quenched and Tempered Steel ~50HRC |
||||||
| Diameter (mm) |
Rotational Speed (min-1) |
Feed Speed (mm/min) |
Rotational Speed (min-1) |
Feed Speed (mm/min) |
Rotational Speed (min-1) |
Feed Speed (mm/min) |
Rotational Speed (min-1) |
Feed Speed (mm/min) |
Rotational Speed (min-1) |
Feed Speed (mm/min) |
Rotational Speed (min-1) |
Feed Speed (mm/min) |
| R0.5 | 40000 | 800 | 40000 | 800 | 38000 | 700 | 32000 | 320 | 22300 | 200 | 25000 | 275 |
| R1.0 | 24000 | 900 | 24000 | 900 | 19000 | 760 | 16000 | 400 | 11150 | 230 | 13000 | 275 |
| R1.5 | 15500 | 950 | 15500 | 950 | 12750 | 760 | 10600 | 450 | 7400 | 290 | 8500 | 280 |
| R2.0 | 11500 | 950 | 11500 | 950 | 9550 | 760 | 8000 | 550 | 5550 | 370 | 6500 | 370 |
| R2.5 | 9500 | 1050 | 9500 | 1050 | 7650 | 800 | 6400 | 550 | 4450 | 370 | 5000 | 375 |
| R3.0 | 8000 | 1050 | 8000 | 1050 | 6400 | 800 | 5300 | 580 | 3700 | 390 | 4200 | 390 |
| R4.0 | 6000 | 1300 | 6000 | 1300 | 4800 | 950 | 4000 | 700 | 2750 | 455 | 3200 | 440 |
| R5.0 | 4800 | 1200 | 4800 | 1200 | 3800 | 900 | 3200 | 650 | 2200 | 430 | 2500 | 440 |
| R6.0 | 4000 | 1100 | 4000 | 1100 | 3200 | 840 | 2650 | 610 | 1850 | 430 | 2100 | 420 |
| R8.0 | 3000 | 1050 | 3000 | 1050 | 2400 | 800 | 2000 | 600 | 1350 | 380 | 1600 | 375 |
| R10.0 | 2400 | 950 | 2400 | 950 | 1900 | 680 | 1600 | 560 | 1100 | 370 | 1250 | 330 |
| Maximum Cutting Depth |  |
 |
||||||||||
1. Please use high-precision machine tools and tool holders.
2. Please use air cooling or cutting fluid that is less likely to produce smoke.
3. It is recommended to use sequential milling for side milling.
4. When the rigidity of the machine tool and workpiece installation is poor, vibration and abnormal sound may occur. In this case, the speed and feed rate in the table above should be reduced year-on-year.
5. Minimize the tool suspension length as much as possible without interference.
| Tool Series | Diameter | Radius | Corner Radius | Flute Length | Effective Length | Overall Length | Shank Dia | |||
| D | R | CR | Lc | L1 | L | d | ||||
|
NNC Universal Carbide Milling Cutters |
D0.1~D0.9 | +0 -0.005 |
R0.05~R2 | +/-0.005 | CR0.05~CR0.5 | +/-0.005 | +0 +0.2 |
+0 +0.3 |
+0 +0.5 |
h5 |
| D1.0~D4.0 | +0 -0.008 |
+0 +0.3 |
+0 +0.5 |
|||||||
| D1.0~D3.5 | +0 -0.008 |
R0.5~R1.75 | +/-0.005 | CR0.1~CR0.5 | +/-0.005 | +0 +0.3 |
+0 +0.5 |
+0 +0.5 |
h6 | |
| D4.0~D11.0 | +0 -0.012 |
R2.0~R5.0 | +/-0.008 | CR1.0~CR3.0 | +/-0.008 | +0 +0.5 |
||||
| D12.0~D20.0 | +0 -0.015 |
R6.0~R10.0 | +/-0.01 | |||||||
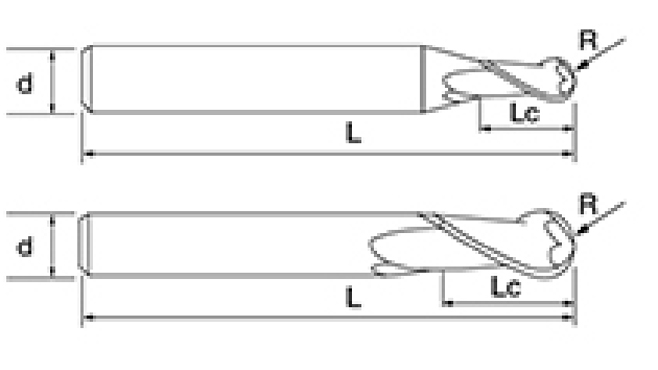
NNC-2B 2-flute ball nose end mills offer great flexibility in size selection, with diameters ranging from 1mm to 10mm, common flute lengths from 2mm to 25mm, and total lengths including 50mm, 75mm and 100mm. These different combinations can meet a variety of processing requirements, such as shallow grooves, bevel cutting and complex contour processing, while maintaining stable tool rigidity even at smaller diameters.
The tool adopts a ball nose geometry, and its curved cutting edge helps reduce cutting resistance and improve surface finish. The balanced distribution of cutting edges along the arc transition ensures more uniform force during operation, effectively reducing tool vibration and further improving surface quality and dimensional accuracy.
The 2-flute ball nose end mills is manufactured using high-precision CNC grinding technology with a high-toughness, non-fragmentable (0.6μm) fine-grained matrix, which can maintain sharpness and durability even under high-speed cutting conditions. The latest chromium-aluminum composite coating has excellent heat and wear resistance, allowing the end mill to maintain stable performance at high temperatures and significantly extend tool life.
These end mills are suitable for a wide range of materials with hardness up to HRC45, including carbon steel, alloy steel, pre-hardened steel and cast iron, as well as non-ferrous metals such as copper alloys.










Enterprise establishment
Employees

Changzhou Maton Tools Co.,Ltd. is located in the economically developed Yangtze River Delta region.The factory is located in XixiashuHigh-tech Development Zone,a well-known tool town in China. We are 2 Flute Ball Nose End Mills Manufacturers.
Magotantools take the ISO9001 quality system as the standard,under the guidanceof the business philosophy of"zero defect in products"and"zero distance in service",based on the spirit of"integrity","unity"and"exploita- tion",and follow a fair and just company style for management.Product production adopts five-axisand six-axis CNC grinding and machining centers from Germany,Switzerland,Japan,etc.,and is equipped with high-precision testing equipment such as Germany,Japan,and China,so as to meet the needs of production with high quality and quantity.
The company continuously develops various high-performance CNC tools, and has won various national awards. Professional 2 Flute Ball Nose End Mills Company. More than 10 patents,the company's products are mainly used in the defense industry, aerospace industry,automotive industry,electronic products and molds and other fields.
The company's various products are recognized and favored by well-known domestic companies.With infinite technology,infinite creation,and pursuit of excellence,Magotan tools will write future prosperity and dreams with more extraordinary confidence and high-quality quality.
We will reply to you within 12 hours after receiving the inquiry on weekdays.
We are manufacturers, we produce and sell ourselves.
We mainly produce tungsten steel milling cutters, drill bits and other hard alloy tools. Professional 2 Flute Ball Nose End Mills Manufacturers.
Our products cover almost the entire mold industry, defense industry, aerospace industry, automotive industry, electronic products and other fields.
Yes, our main focus is on customized products. We develop and produce products based on the drawings or samples provided by customers. Custom 2 Flute Ball Nose End Mills.
We have over 30 units of WALTER from Germany, Makino from Japan, ROLLMATIC from Switzerland, and TTB from Switzerland, with an annual output value of 80 million RMB. We are 2 Flute Ball Nose End Mills Company
Firstly, after each process, we conduct corresponding inspections. For the final product, we will conduct 100% full inspection according to customer requirements and international standards;
Then, we have the advanced and complete top-notch testing equipment in the industry, such as spectral analyzers, metallographic microscopes, etc., which can ensure the stability and consistency of cutting tools, while meeting customers' high-precision testing requirements for cutting tools.
When quoting, we will confirm with you the transaction method, FOB, CIF, CNF or other options. When producing in bulk, we usually make a 30% advance payment first, and then pay the remaining balance upon presentation of the bill of lading. We mostly use T/T as the payment method, but L/C is also acceptable.
We are 2 Flute Ball Nose End Mills Manufacturers in China. Our Footprints Are Around The World, We provide quality products and services to customers from all over the world.

No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu Province

+86-18068566610

sales@magotan-tools.com
+86-18068566610
